|
| |
|
Главная » Публицистика 0 ... 6 7 8 9 10 11  Стянув струбциной обе части разломившейся платформы, по отверстиям в накладках разметили положение резьбовых отверстий. По отметкам на частях платформы просверлили отверстия и нарезали в них резьбу МЗ. После нарезания резьбы поверхности деталей обезжирили.  На стыкуемые поверхности обеих частей разломленной платформы тщательно нанесли клей, соединили обе эти части и сжали струбциной. Тут же приклеили накладки и прикрутили их винтами с потайной головкой. Когда клей высох, собрали стусло и проверили слесарным угольником перпендикулярность пильного полотна к опорной поверхности основания. Убедились в отсутствии перекосов. ssm@master-sam.ru Примерно так же несколько лет назад был отремонтирован стальной литой корпус полуфуганка, треснувший с одной стороны после падения с верстака на кафельный пол. Только накладку поставили одну (и всего на 2 винтах) с внутренней стороны боковой стенки корпуса. Полуфуганок служит верой и правдой до сих пор. После ремонта стусло протестировали на разных углах при штатном раскраивании заготовок. Результат был ожидаемым - инструмент полностью пригоден к работе. Н.Авдеев, г.Красногорск   МАЛЕНЬКИЕ ИНСТРУМЕНТЫ isystem Д/7Я БОЛЬШИХ ДЕЛ ООО «Оптион», официальный дилер завода PROXXON (Германия) представляет на российском рынке продукцию этой известной фирмы, специализирующейся на производстве малогабаритного и высокоточного инструмента. В каждом инструменте достигнуто оптимальное соотношение малых габаритов, веса, доступной цены, высокой мощности и немецкой надежности. Гарантия завода-изготовителя - 2 года 1001 возможность использования инструмента PROXXON! ПРОМЫШЛЕННАЯ БОРМАШИНА Ю/Ш Используется для сверления, фрезерования, шлифования, зачистки, пиления, резания, гравирования деталей из различных материалов: стали, драгоценных металлов, стекла, керамики, древесины, пластиков и минералов. Предназначена для слесарей-инструментальщиков, электромонтажников, ювелиров, оптиков, художников-реставраторов. Вращающийся в шарикоподшипниках вал и эффективная система принудительного охлаждения обеспечивают бормашине продолжительную работу. Шесть цанг высокой степени точности обеспечивают зажим сменного инструмента с хвостовиками от 0,8 до 3,2 мм. Электронная регулировка оборотов от 5000 до 20000 об/мин Мощность - 100 Вт. Длина - 230 мм.Вес - около 500 г. Подходит ко всем приспособлениям, станинам и зажимам серии МИКРОМОТ Упакована в прочный пластиковый чемодан, комплектуется 34 расходниками №28481 СВЕРЛИЛЬНАЯ СТОЙКА MBS 140/S серии МИКРОМОТ. В ней можно закрепить любую бормашину PROXXON. Основание 220x120 мм. Стойка - 020 мм, высотой 280 мм. Вылет от стойки до центра сверла - 140 мм, рабочий ход - 30 мм. Возвратная пружина рычага подачи. Поворотный (на 9(Р в обе стороны) зажимной блок бормашин. №28606  тиски MS л..................................................... изготовлены из цинка методом литья под давлением, имеют 3 фрезерованные установочные поверхности. Выемка в основании предусматривает крепление на направляющих линейках сверлильной стойки MBS140/S (или ТВМ 220). Максимальный развод губок - 34 мм. №28132 КООРДИНАТНЫЙ СТОЛ КТ 70 позволит значительно расширить возможности бормашины, закрепленной в сверлильной стойке В конструкции стола КТ 70 (из твердого алюминия) предусмотрена возможность калибровки маховиков и устранения люфта в направляющих «ласточкин хвост». Может использоваться со сверлильным станком ТВМ 220, За 1 оборот маховика обеспечивается ход стола в 1 мм; цена деления = 0,05 мм. Ход по оси X - 134 мм, по оси Y - 46 мм. №27100 ПРЕДЪЯВИТЕЛЮ ЭТОГО ОБЪЯВЛЕНИЯ - СКИДКА 5% ООО «ОПТИОН» 125252, Москва, ул. Зорге, 10; тел.: (495) 660-9748,8-916-596-0827; факс: (499) 943-2301 www. proxxon- msk. ru proxxon-msk@mtu- net.ru  Основы инкрустация планками Изящные контрастные линии придадут мебели элегантность. Мебельщики используют инкрустацию из планок в основном по тем же соображениям, по которым используют молдинги - для подчеркивания формы изделия. На первый взгляд инкрустация планками кажется сложной работой. На самом же деле она из тех технологий, которые кажутся более трудными, чем являются на самом деле. Здесь всего три основных операции: выборка паза, изготовление планки-инкрустации и крепление её в пазу. Планки-инкрустации делают из древесины, контрастной основному материалу. Хорошо смотрятся чёрные или белые линии или их сочетание. Для белых планок берут белую берёзу или осину Лучший материал для чёрных планок - эбен. В принципе для инкрустации подходит почти любая древесина, которую удаётся распустить на тонкие планки. А можно использовать для этого цветные металлы и их сплавы. ВЫБОРКА ПАЗА Для инкрустации подходят одноцветные планки сечением 1,5x2,5 мм. Они - тонкие, но достаточно прочные, не выглядят массивными и придают изделию изысканность и элегантность. Для таких планок надо выбрать в деталях очень узкие пазы. Лучше всего это сделать простым ручным самодель- ным резаком, так как фрезерная машинка - слишком мощный инструмент для этой работы и может только всё испортить. Разумеется, сложные кривые можно выбрать и фрезерной машинкой по шаблону, но всегда надо быть готовым к сколам, которые иногда случайно появляются при фрезеровании даже на скорости более 20000 об/мин. ВЫБОРКА ПРЯМЫХ И ПЛАВНО ИЗОГНУТЫХ ПАЗОВ Инструмент для выборки большинства пазов делают из рейсмуса. В его подвижной рейке пропиливают щель, в которую вставляют резец, изготовленный из обрезка полотна лучковой пилы толщиной около 1,5 мм. Резец крепят парой болтиков с гайками. Он заточен так, что «зуб» выступает приблизительно на 2,5 мм, а боковые грани этого «зуба» завалены под углом около 5° книзу. За счёт скошенных сторон паза планка легче в него входит При формировании «зуба», чтобы избежать отпуска такого маленького профиля, следует часто охлаждать его. Вырезав «зуб», затачивают его со всех сторон. Лучше всего делать тонкие срезы по волокну, и поэтому начинают работу с выборки пазов, направленных вдоль волокон древесины. Немного наклонив «зуб» назад, плотно прижимают колодку рейсму-  Инкрустация из планок толщиной 1,5 мм придаёт столику элегантность и изысканность. РЕЗАК Чтобы облегчить подгонку инкрустации к пазу, боковые грани режущей части завалены под углом около 5°.   Режущий «зуб» . сужается юшзу Резак ДЛЯ выборки пазов, I параллельных кромкам. JL Он сделан из старого рейсмуса и обломка полотна лучковой пилы.  Пазы выбирают лёгкими проходами, наклонив резак. С каждым проходом угол наклона резака должен увеличиваться, пока не достигнет 90°. са к кромке детали и легкими движениями начинают выбирать древесину. Плюс этого инструмента в том, что он режет при движении и «на себя», и «от себя». Когда паз намечен, строгая в обоих направлениях, углубляют его до тех пор, пока рейка рейсмуса не начнёт скользить по поверхности детали. Проходы делают с лёгким нажимом, почаще очищая «зуб» от стружки. Чтобы снизить трение, рейку и колодку рейсмуса можно натереть воском. Самодельный резак хорошо работает и поперёк волокон. Но при обработке очень плотных пород древесины могут быть вырывы. В таких случаях помогает разметочный нож. По линейке или угольнику размечают им паз, прорезая древесину приблизительно до половины его глубины. Благодаря этому снижается нагрузка на «зуб» и он режет очень гладко. По ме- ре углубления заваленные стороны «зуба» подрезают ворс на боковых стенках паза. Углы подрезают разметочным ножом, а также обычными и специальными стамесками. Плавные кривые можно вырезать тем же доработанным рейсмусом, пока у колодки достаточно опорной поверхности, чтобы сохранить устойчивость. Крутые кривые вырезают с помощью лекал. ВЫБОРКА КРИВОЛИНЕЙНЫХ ПАЗОВ Еаь кривые, которые нельзя вырезать доработанным рейсмусом. Пазы для таких элементов инкрустации можно вырезать по шаблонам специальным ножом со сдвоенным лезвием. Этот приём также помогает если надо прорезать паз, не параллельный внешней кромке детали, например, овальный паз на царге стола. Шаблон делают из тонкой фанеры. Нож - это прикрепленные к ручке два заточенных СПЕЦИАЛЬНАЯ САМОДЕЛЬНАЯ СТАМЕСКА 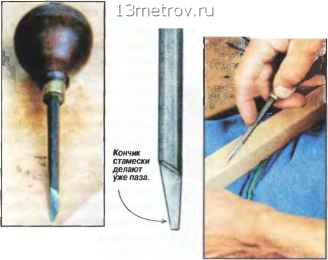 Её можно сделать из обломка любого режущего инструмента. Подчистка конца паза специальной стамеской. Это можно сделать и разметочным ножом или обычной стамеской. лезвия с тонкой прокладкой между ними. Сначала таким ножом прорезают контур по шаблону, а затем выбирают материал тонкой стамеской. Обычно, чтобы вырезать паз нужной глубины, эту операцию приходится повторять несколько раз. А чтобы паз имел постоянную ширину и глубину, делают несколько осторожных завершающих проходов, держа резец от рейсмуса пальцами. ДУГОВЫЕ ПАЗЫ Чтобы выбрать паз, являющийся частью окружности, можно доработать слесарный измеритель, заточив конец одной ножки по форме резца для рейсмуса. ВЫБОРКА КРИВОЛИНЕЙНЫХ ПАЗОВ Дугу можно вырезать, заточив ножку измерителя. Потачивают кончик одной ножки, придавая ей форму лопатки со скошенными боковыми гранями. Затем закаливают и затачивают его. Измеритель Перетачивают, закаливают и затачивают кончик 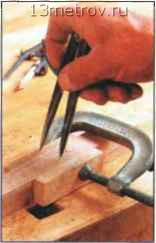 ВЫБОРКА ПАЗОВ МАЛОЙ КРИВИЗНЫ Выборка паза, не параллельного ребру. Такой паз можно прорезать по фанерному шаблону ножом с двойным лезвием и выбрать его специальной стамеской.  Гкладка Лезвия 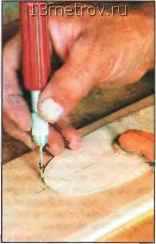 0 ... 6 7 8 9 10 11 |