|
| |
|
Главная » Публицистика 0 ... 148 149 150 151 152 153 154 ... 159 Прокатный стан представляет собой целый комплекс механизмов. Основной частью стана является рабочая клеть, состоящая из станины и валков с приводом (рис. УПЗЗ). Нагретые слитки металла поступают из нагревательных печей к прокатному стану по рольгангам. Неоднократно проходя между валками, слиток обжимается по сечению и вытягивается в длину, превращаясь в длинные балки, прутья, полосы или листы Требуемый окончательный профиль получают путем последовательной прокатки металла через ряд валков, имеющих соответствующую калибровку Станы имеют по две-три и более клетей. Аналогичным образом изготовляются катаные трубы: нагретая металлическая болванка прошивается стержнем с наконечником и оправ-wяeтcя с наружной стороны валками, в результате получается труба. В прокатном цехе основная масса воды расходуется на охлаждение валков и подшипников во избежание чрезмерного их нагревания при постоянном соприкосновении с раскаленным металлом; валки поливают водой из расположенных над ними дырчатых труб или желобов. Наиболее ответственно охлаждение подшипников из текстолита или лигностона, на которые передается основная нагрузка валков при прокатке металла; вода служит одновременно смазкой подшипников, поэтому в ней не должно быть механических примесей. Вода, поливаемая на валки, охлаждает их и смывает окалину, осыпающуюся с прокатываемого металла. Сточная вода поступает под клеть в канал. Основную массу окалины от многих крупных станов можно удалять в вагонетках, устанавливаемых под воронками, через которые ссыпается окалина. На большинстве современных станов ссыпающуюся под стан окалину транспортируют водой до цеховых отстойных ям; для транспортирования окалины расходуется вода, используемая последовательно или повторно (иногда после охлаждения печей). Из отстойных ям крупную окалину выгружают грейферным краном на железнодорожные платформы. Вода расходуется на смыв и транспортирование окалины непрерывно. После цеховых (первичных) отстойников воду дополнительно очищают от мелкой окалины и масла во вторичных отстойниках и затем подают на повторное использование. На некоторых заводах вместо вторичных отстойников стали применять открытые гидроциклоны. Вода в прокатном цехе расходуется также на охлаждение масла и воздуха (для крупных электродвигателей) в закрытых трубчатых холодильниках. Желательно, чтобы температура охлаждающей воды была не выше 25° С. В некоторых случаях вода идет еще на увлажнение воздуха, подаваемого в машинное отделение или цех. Для этой цели используют воду, обладающую качествами питьевой воды. Водой охлаждаются многие вспомогательные механизмы - пилы, ножницы и т. п., а также инструменты. Режим расходования воды на прокатных станах и ее количество весьма различны ввиду разнообразия станов, а также ввиду того, что на одном и том же стане могут прокатываться разные сорта и профили металла. В некоторых прокатных цехах имеются отделения обработки металла кислотой, где вода расходуется для приготовления раствора кислоты (травильные ванны), периодически заменяемого по мере уменьшения его концентрации (с 20 до 3-5%), для приготовления известкового раствора, также заменяемого периодически, и для промывки металла после травления. В зависимости от типа оборудования травильных отделений и других причин расход воды на травление может колебаться в весьма широких пределах. Сточные воды из травильных ванн содержат кислоту и железо и в современных условиях направляются на установку по извлечению из них железного купороса. Стоки от промывки металла после травления поступают на нейтрализацию известью и осветление; сюда же поступает и известковая вода. Нейтрализованные и осветленные сточные воды от промывки металла обычно используются на те же цели с устройством самостоятельного цикла оборотного водоснабжения. Примерное среднее потребление воды (в м на 1 т проката) для нагревательных колодцев, печей и прокатных станов (включая гидрав- 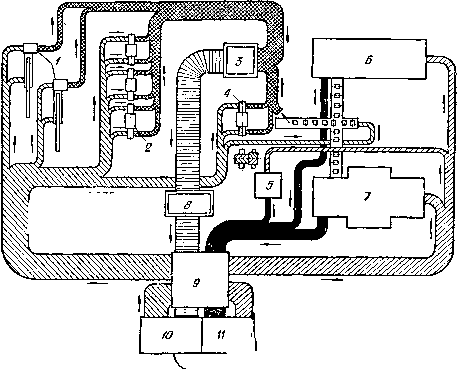 аз испшнат Рис VII 34 / - ножницы; 2 -прокатные клети; 3 - первичный отстойник (яма окалнны); 4 - обжнмчая клеть 5 - охлаждение масла, 5 и 7- нагревательная печь № 1 н 2, S - вгоричяьй отстойник, S - насосная станция оборотной воды, ;0 - охпадители загрязненной оборотной воды, И - сх-ладители чистой оборотной воды лическое удаление окалины) составляет: крупный сорт и товарные заготовки- 25, прокат сортовой разный - до 53, прокат горячий листовой- 40, прокат мелкосортовой - 63, прокат проволочный - 76, трубы катаные - от 20 до 90, При этом требуется 4-5% свежей воды. Коэффициент часовой неравномерности расхода воды на прокатные станы колеблется в пределах от 1,15 до 1,5. Водоснабжение прокатных цехов оборотное, обычно с раздельной (по разным трубам) подачей воды: к нагревательным печам - чистой воды, к прокатным станам - загрязненной воды (рис. VII.34). В прокатных цехах основное внимание должно быть обращено на обеспечение бесперебойности поступления воды к нагревательным печам. Вода протекает здесь по подовым или глиссажным трубам, по ко- торым непрерывно передвигаются слитки стали, нагреваемые перед прокаткой. В случае прекращения поступления воды к нагревательным печам через непродолжительное время (как только испарится оставшаяся в трубах вода) глиссажные и подовые трубы сгорают, и продвижение стальных слитков в печи прекращается. В результате нарушается весь цикл прокатки металла, а нагревательные печи требуют ремонта. С целью повышения надежности водоснабжения нагревательных колодцев и печей создается запас воды, хранимый в водонапорной башне и обеспечивающий питание системы водой в течение 20-30 мин. Прекращение подачи воды к прокатным станам также недопустимо, хотя оно и не представляет здесь такой опасности, как для нагревательных печей. В случае прекращения поступления воды прокатные станы должны быть остановлены во избежание порчи подшипников и валков; допустимо лишь кратковременное снижение подачи воды на 25-307о. Аналогично потребление воды и в метизных цехах (цехах по изготовлению металлических изделий). Здесь вода расходуется на охлаждение деталей нагревательных, отжигательных и термических печей, иногда на закалку обрабатываемых деталей в количестве от 15 до 500 м на 1 т изделий. Применяется система оборотного водоснабжения. § 165. ИСПАРИТЕЛЬНОЕ ОХЛАЖДЕНИЕ МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ В последнее время в нашей стране и за рубежом широко внедряется система испарительного охлаждения металлургических печей (доменных, мартеновских, электроплавильных, нагревательных и вагранок), разработанная д-ром техн. наук проф. С. М. Андоньевым. При испарительном охлаждении тепло от нагретых элементов печи отводится водой, нагревающейся до образования пароводяной эмульсии. При этом используется скрытая теплота парообразования, т. е. тепло, отбираемое охлаждающей водой, затрачивается на ее испарение. В холодильники печи подается вода, освобожденная от солей жесткости и лишенная -Вода - 3 Г. - Вода - / - Г, Рис. VII 35 / - линия охлаждающей воды; 2 - охлаждаемая печь или деталь; 3-линия пароводяной эмульсии от агрегата, 4 - бак сепаратор пара, 5-паропровод к потребителям ridpd /? -потребители пара; 7 -линия конденсата пара; S - химводоочистка. " - подача воды из исючника; /О-насосная станцчя; -линия умягченной воды и конденсата на восполнение потерь воды в системе, /2 - циркуляционный насос системы испарительного охлаждения 0 ... 148 149 150 151 152 153 154 ... 159 |