|
| |
|
Главная » Публицистика 0 ... 147 148 149 150 151 152 153 ... 159 где Е - емкость печи по стали в т; р-коэффициент неравномерности тепловой нагрузки печи, составляющий до 1,4; J-коэффициент, учитывающий применение кислорода, равный 1,06; S-коэффициент, учитывающий наличие у печи задних пятовых балок, равный 1,15. Количество тепла в ккал/ч, отводимого охлаждающей водой от мартеновской печи с мазутным отоплением, по формуле того же автора составляет 50 \ Qm- 3- pJs-W, 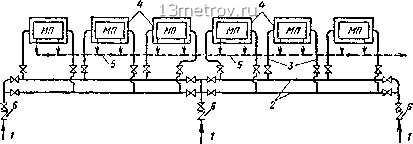 Рис VII 31 Отработавшая нагретая и незагрязненная вода из охлаждаемых деталей сливается в приемные коробки, расположенные на высоте 1,5 м над уровнем рабочей площадки или на высоте 7-8 м над поверхностью-земли, а затем отводится на градирню; охлажденная вода снова подается на те же цели. Схема водопроводной сети мартеновского цеха приведена на рис. VII.31. От магистральных водоводов или водопроводного кольца вода поступает в цех по вводам / в водопроводные линии 2, уложенные параллельно внутри цеха. К охладительным устройствам вода подводится по линиям 3 через водопроводное кольцо 4, уложенное по верху каждой печи МП. Отработавшая нагретая вода сливается в коллектор 5, по которому она поступает на охладительное сооружение {градирню или брызгальный бассейн). В зависимости от местных условий одна из линий 2 может быть уложена с другой стороны сталеплавильных печей. В случае понижения давления в одной из линий внешней водопроводной сети на соответствующем вводе / автоматически закрывается обратный клапан 6, благодаря чему вода не пойдет обратно во внешнюю водопроводную сеть. В сталеплавильном цехе не допускается не только перерыв в подаче воды, но и уменьшение ее количества или снижение напора, так как это влечет за собой нарушение нормального хода плавки стали в печах. Для обеспечения бесперебойной подачи воды в мартеновский цех устраивают водонапорную башню с запасом воды на 20-30 мин ее расходования. Общее потребление воды на выплавку 1 т стали в мартеновских печах составляет от 14 до 24 м, в том числе около 4-5% свежей воды на восполнение потерь ее в системе. В сети у цеха необходим напор в 30 м. В электросталеплавильном цехе выплавляются высококачествен- ные легированные стали или ферросплавы. Плавка осуществляется в электрических печах, в которых необходимая температура плавильного пространства обеспечивается горением электрических дуг, образующихся между щихтой и электродами. Вода в электросталеплавильном цехе расходуется на охлаждение зажимов электрододержателей (это необходимо во избежание чрезмерного нагревания зажимов током большой силы, проходящим по электродам, а также выделяющимися в печи горячими газами), на охлаждение электродов в местах их прохода через свод, где охлаждающая вода протекает по трубчатым кольцам, на охлаждение завалочных и выпускных окон, трансформаторного масла и др. Кроме того, вода расходуется на очистку отходящих от плавки газов перед выбросом их в атмосферу. Общий расход воды в электросталеплавильных цехах на 1 т выплавляемой стали составляет до 48 м, в том числе 4-5% свежей воды. В ферросплавных цехах расход воды на 1 т ферросплавов возрастает да 60-400 м в зависимости от их состава; потребность в свежей воде увеличивается до 6%. Коэффициент часовой неравномерности расхода воды в сталеплавильных цехах принимают равным 1,05. В каждом сталеплавильном цехе (конвертерном, мартеновском, электропечном) устраивают два цикла оборотного водоснабжения: цикл незагрязненной охлаждающей воды с градирней и цикл загрязненной воды газоочистки с отстойником и градирней. Ведутся производственные опыты по использованию оборотной воды газоочистки без ее охлаждения. В сталеплавильных цехах вода подается также в виде душа на охлаждение стали, находящейся в изложницах, установленных на тележках. Расход этой воды учитывается в общем потреблении воды в цехе и составляет 30-50 м/ч, в том числе 10-15% свежей воды. В последнее время при сталеплавильных цехах устраиваются установки непрерывной разливки стали, использующие для охлаждения незагрязненную и загрязненную воду, как и в прокатном цехе (см. ниже). § 164. ПРОКАТНЫЕ ЦЕХИ В прокатных цехах стальные слитки прокатываются в металл самого разнообразного профиля. Технологический процесс прокатки разделяется на два основных цикла: нагрев слитков перед прокаткой в нагревательных печах или нагревательных колодцах и прокатка нагретых слитков. У нагревательной печи водой охлаждаются рамы и заслонки, глис-сажные (подовые) трубы, а также фурменные устройства. Схема водопровода нагревательной (методической) печи показана на рис. VII.32. Расход воды на нагревательные печи зависит от их типа, производительности, величины нагреваемых слитков (чем крупнее слитки, тем меньше удельный расход воды) и составляет на 1 т проката от 0,3-0,5 м для нагревательных колодцев в цехах блюмингов до 8 м для нагревательных печей при мелкосортных станах. Коэффициент часовой неравномерности расхода воды на нагревательные печи принимают равным 1,05. Вода в нагревательных колодцах и печах нагревается на 8-15° и не загрязняется. Поэтому ее обычно не смешивают с водой, отходящей от прокатных станов, и после охлаждения на градирне используют в системе оборотного водоснабжения. Необходимый напор в водопроводной сети у нагревательных колодцев и печей равен 20-25 м. 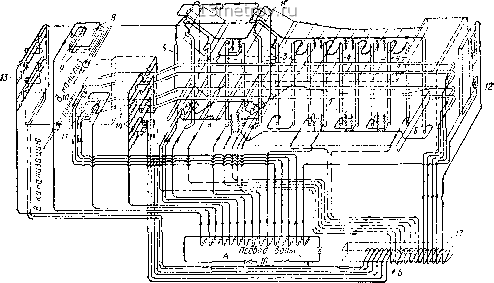 Рис. VI 1.32 А - узел подвода и распределения охлаждающей воды по деталям; Б - узел сбора и отвода отработавшей воды, / - продольные подовые трубы; 2-поперечные аоловые трубы в зоне высоких температур; 3 и 4 -то же, в методической части печи; 5 - опорная rpv6a; б - поперечная подовая гоу-ба; 7 - отбойники с водяным охлаждением; S -рама окна выдачи слитков: * -аслонка окна выдачи слитков, 10 - рама окна перед выталкиванием слитков; -заслоика перед выталкиванием слитков; 12 - рама окна загрузки; 13 - форсунки горелок; 14 - нижние горелки; 15 - боковые горелки; 16 - водомер; 17 - бачок для слива воды 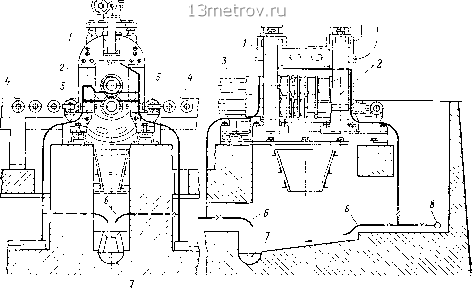 Рис. VII.33 / - станина; 2-валки; 3 - привод валков; 4 - рольганг; 5 - подвод воды для охлаждения валков и подшипников, 6 - насадки для смыва окалнны 7- кэнап для гидравлического транспортирования окалины, 8 - подвод воды к стану 0 ... 147 148 149 150 151 152 153 ... 159 |